Instalaciones de autoclave dedicadas
En esencia, la HPAL consiste en la lixiviación con ácido sulfúrico de minerales lateríticos a temperaturas superiores a 240 ºC, lo que sólo puede conseguirse a altas presiones. HCE cuenta con una instalación dedicada de lixiviación a presión totalmente equipada con una gama de autoclaves a escala de laboratorio que incluyen: TiTi2 de 2 x 1 gal y Ti2 de 1 x 5 gal, más un autoclave por lotes Hastelloy de 1 gal.
Un Ti submarino de 6 compartimentos continuo La instalación de autoclaves Gr. 7 de 90 L está disponible para el desarrollo de circuitos y es una de las más avanzadas de su tipo disponibles en cualquier instalación de pruebas independiente a nivel mundial. Esta planta piloto HPAL es Ti Gr.7 y tiene una temperatura máxima de funcionamiento de 290 ºC a 8500 kPa, retención variable: (60 - 120 min), con un sistema de descarga flash de una sola etapa. La planta trata hasta 30 kg/h de sólidos y gestiona licores con hasta 70 g/l de Cl- .
La profundidad y amplitud integradas del conjunto de servicios técnicos de que dispone nuestro experimentado personal hace que el ensayo se realice de forma eficiente y que se puedan tomar decisiones informadas en el momento oportuno. Tenemos acceso a experiencia y desarrollos de vanguardia en tecnología metalúrgica
Muchos de los retos relacionados con el diseño y el funcionamiento de las modernas plantas de procesamiento de laterita se han superado o, al menos, se comprenden ahora mejor. Los problemas, como las dificultades asociadas a la variabilidad del mineral, la mejora por beneficio y la reología del lodo, pueden abordarse mediante un ensayo adecuado y soluciones de ingeniería.
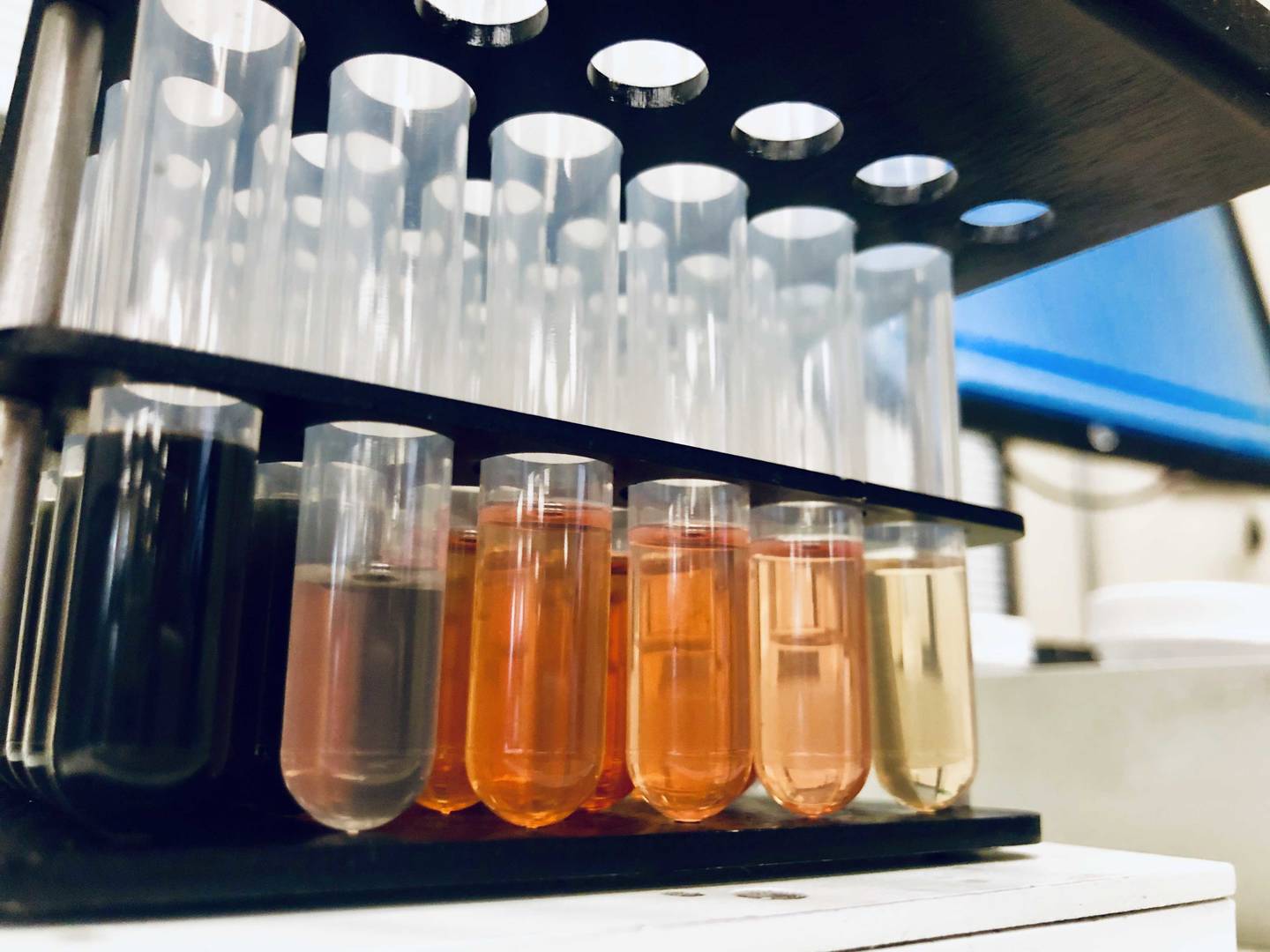
Tras la lixiviación y la separación de sólidos-líquidos, se realizan tratamientos hidrometalúrgicos para generar un producto intermedio, normalmente hidróxido de Ni-Co mixto (MHP) o sulfuro de Ni-Co mixto (MSP). A continuación se muestran los pasos básicos de los procesos de tratamiento de HPAL - MHP y HPAL - MSP:

Nota: Hay una serie de posibles variaciones en estos diagramas de flujo básicos.























 Buscar
Buscar
 español
español
 Iniciar sesión
Iniciar sesión